What is the difference between 201 stainless steel and 304 stainless steel?
 What is the difference between 201 st...
What is the difference between 201 st...
Brass forging is a process in which a forging press applies extremely high pressure to a single piece of brass or brass alloy that has been heated to about 1,500 degrees Fahrenheit (815 degrees Celsius).The softened metal is then pressed, beaten and shaped to produce a flawless part made from a single piece of brass.

Different methods of forging brass can produce virtually any type of three-dimensional shape or form, ranging in weight from a few ounces to several tons. The various types of brass forging include stamping or closed die forging, open die forging, cold forging and seamless rolled ring forging.

The brass forging process actually makes the metal about 15% stronger than a cast part because the process doesn't alter the metal's structure. The extruded brass stock is formed into a shape that is already close to the final part, which is forged when the brass is heated. Forging brass parts reduces metal scrap and is faster than machining parts. The forging process also produces a non-porous surface, which makes brass parts more attractive.

Forging is one of the two major components of forging (forging and stamping). Through forging, defects such as as-cast looseness produced by brass in the smelting process can be eliminated, and the microstructure can be optimized. At the same time, the mechanical properties of forged brass are generally better than those of castings of the same material due to the preservation of the complete brass streamline.
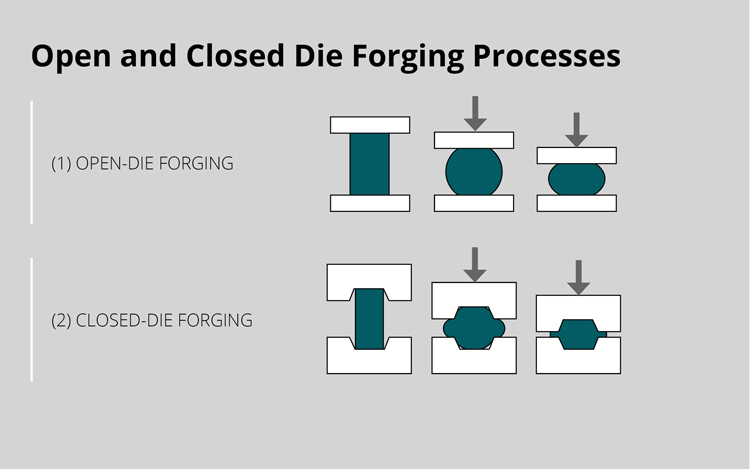
1)Closed die forging, also known as die forging, utilizes two or more dies made in the desired part shape. The brass is heated until it becomes malleable or plastic, and is then compressed through a die press. Some die presses are capable of producing pressures of 5,500 pounds (2,500 kilograms) or more to make forged parts. Through this forging process, brass parts have higher density, more uniform grain flow, and higher strength. Brass parts can also be bent or bent in one or more planes during this process. Closed die brass forging, while more expensive than brass casting, produces a very strong and durable product.
2)In open die forging, the heated, malleable brass is not confined to a die or die. Instead, this is done by using two flat mold surfaces of the type without indentation. Brass forgings of this type are often used to fabricate and form very large brass parts, weighing up to 80,000 lbs (36,363 kg) or more. This open die process is often used for small batch production and custom brass forging on larger parts.
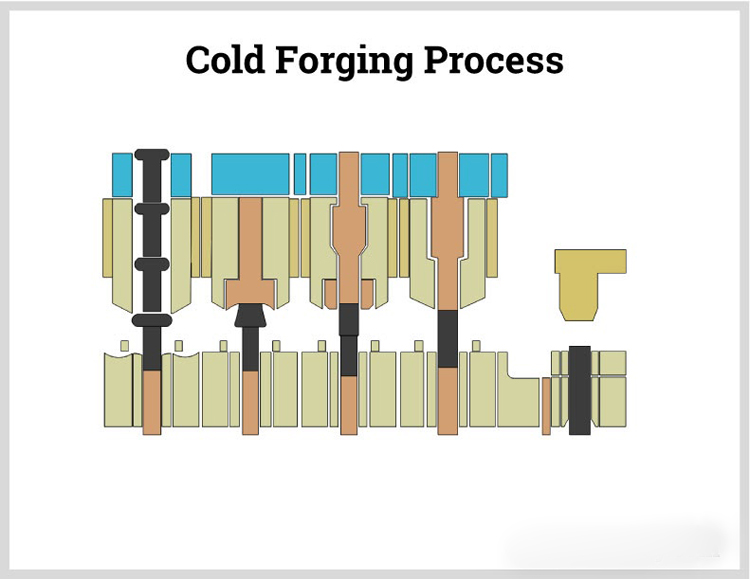
3)While most forging is done at extremely high temperatures, cold brass forging only requires heating the brass to a few hundred degrees. Cold forging is commonly used to make coins, automotive steering parts, anti-lock brake systems, and other smaller parts weighing less than 10 pounds (4.5 kg). This process produces parts that require high strength and tight tolerances.
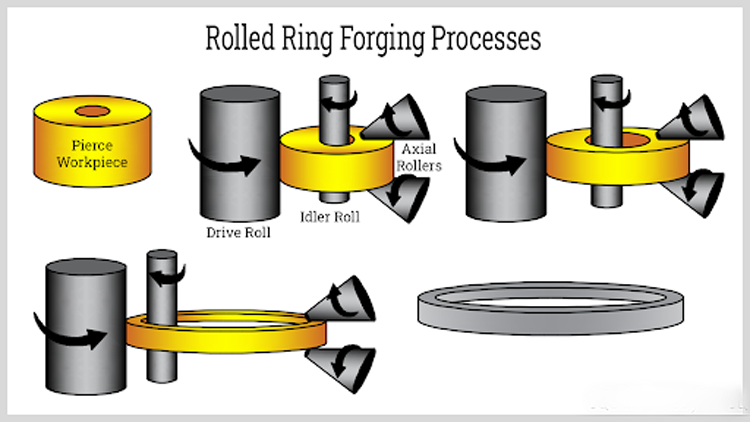
4)Rolled ring forgings use round, open ring parts that are formed by an open die forging process. This forging is achieved by the pressure of two axial rolls (drive roll and idler roll). The brass ring is rotated by idler rollers while applying pressure to the inside of the ring. The drive roller applies pressure to the outer edge of the ring. As the process progresses, the ring becomes straighter until the desired ring diameter is reached.
The raw state of forged brass material is bar stock, ingot, brass powder and liquid brass. The ratio of the cross-sectional area of brass before deformation to the cross-sectional area after deformation is called the forging ratio. Correct selection of forging ratio, reasonable heating temperature and holding time, reasonable initial forging temperature and final forging temperature, reasonable deformation amount and deformation speed have a lot to do with improving the quality of forged brass products and reducing costs.

Generally, small and medium-sized forged brass use round or square bars as blanks. The grain structure and mechanical properties of the bar are uniform and good, the shape and size are accurate, and the surface quality is good, which is convenient for mass production. As long as the heating temperature and deformation conditions are reasonably controlled, forged brass with excellent performance can be forged without large forging deformation.
Defects that are easy to occur in the process of forging brass: overheating and overburning; forging cracks; cutting edges and tearing; when the folded copper alloy is deformed, the surface is easy to wrinkle. Therefore, it is easier to produce folding; coarse grains; stress corrosion cracking.
Purpose of brass forging:
1) Destroy the coarse casting structure, make it fine-grained, and press the tiny voids in the billet (strengthen the tightness) to improve the mechanical properties and life;
2) The billet is forged into various product shapes with metal streamlines.

Equipment and accessories required for brass forging: forging machine or press; gas furnace or electric furnace (temperature 750°—880°); release agent cylinder and double-hole spray gun; double-sided heating spray gun; iron clip; graphite aqueous solution (abbreviation: release agent); special-shaped forging die.
Brass forging characteristics: good plasticity at room temperature and high temperature; existence of medium temperature brittleness zone; narrow forging temperature range; good thermal conductivity.

Preparatory work for brass forging: inject the required amount of oil into each oil port of the forging machine, and the injection pressure is 6-8KG; check the release agent prepared in the release agent cylinder at least 20L; check the cooling function and combustion of the gas furnace Whether the machine function is running normally, whether there is air leakage at the gas input pipeline and the interface, and the gas pressure is in the range of 2.5KG-3.8KG.
What is the difference between 201 st... Why is 316 stainless steel better tha...
Why is 316 stainless steel better tha... 400 series stainless steel science
40...
400 series stainless steel science
40... How to distinguish the processing tec...
How to distinguish the processing tec... Non-standard design materials of bras...
Non-standard design materials of bras... What type of titanium alloy does Tc4 ...
What type of titanium alloy does Tc4 ...